Why Pharma Leaders Choose Cabka
Pharma supply chains demand precision, hygiene, and full compliance. Traditional wooden pallets introduce variability, contamination risk, and operational inefficiencies. Cabka’s engineered plastic pallets and load carriers eliminate these pain points and support end‑to‑end integrity — from raw materials to finished product distribution.
- Contamination free: Ideal for both shipping and sterile environments
- Consistent quality: Cabka plastic pallets maintain structural integrity.
- Automation-Ready: Perfect fit for conveyor systems, AS/RS, and robotics.
- Sustainable Focused: Made from recycled plastic.
- Longer Lifespan & Cost Efficiency, lowering TCO by up to 50% (comparing to wooden pallets).







Why our products fit Pharma industry?
Contamination-Free
Non-porous surfaces eliminate bacterial and mold growth, making them ideal for cleanrooms and sterile environments.
Cold Chain Compliance
Resistant to extreme temperatures, ensuring product integrity in vaccine and biologic transport.
Consistent Quality
Unlike wood, plastic pallets maintain structural integrity, preventing product damage and compliance risks.
Lightweight & Durable
Easier handling with high load-bearing capacity, reducing workplace injuries and improving efficiency.
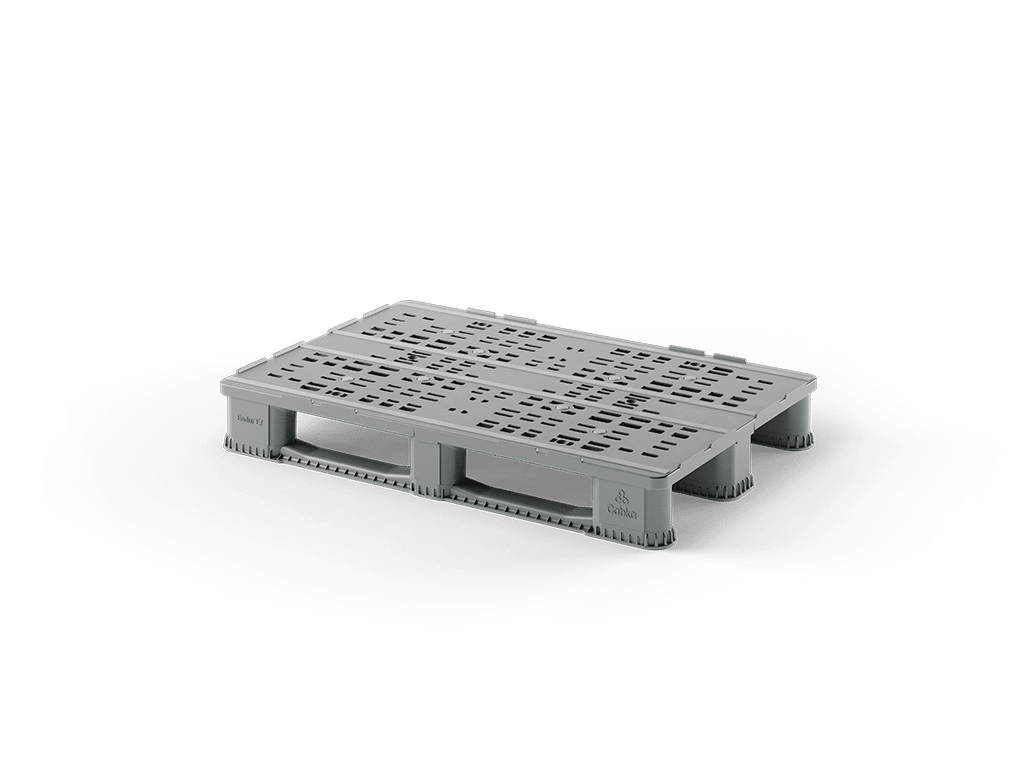
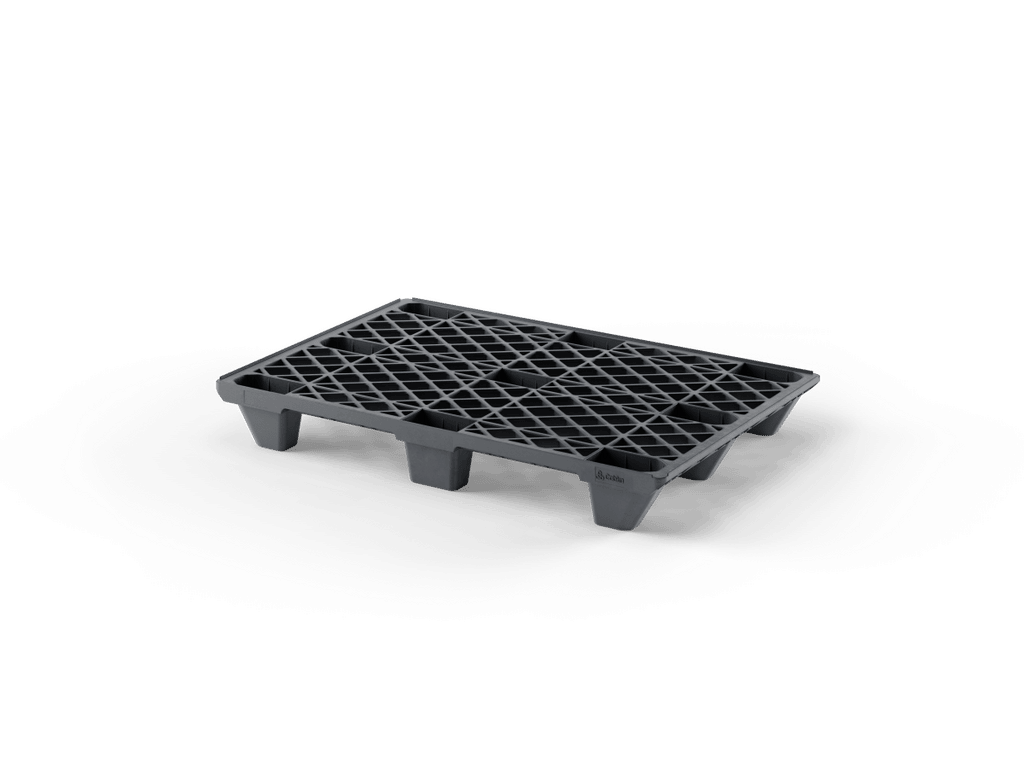
Find the right reusable solution for your logistics
Product catalogue
Hygienic, automation-compatible, and ISPM-15 compliant. Every pallet engineered for pharmaceutical logistics.




Product Advantages
ISPM-15 Exempt
No heat treatment required, eliminating border inspection delays and simplifying international shipping.
100% Recyclable
Fully recyclable materials designed to support sustainability and circular economy goals.
Automation-Compatible
Engineered for seamless integration with automated handling systems, including conveyors and robotics.
Not all pharma products fit on a pallet
High-value, irregular, or temperature-sensitive pharma products need foldable hygienic containers for closed-loop logistics. Reduce return freight volume by up to 50% while maintaining full chain-of-custody sterility.
- Foldable IBC design - 4:1 volume reduction when collapsed
- Hygienic lid system maintains sterility during full transit
- Fully reusable in closed-loop pharma supply chains
- Compatible with standard Euro pallet dimensions (1200x800mm)


Calculate your total cost of ownership
Case Studies


FAQs
How do Cabka plastic pallets eliminate contamination risks in pharmaceutical environments?
Are Cabka pallets compliant with international shipping regulations, including ISPM-15?
Are Cabka pallets suitable for automated pharmaceutical warehouses and production lines?
Can Cabka pallets be used in cold chain and temperature-controlled pharmaceutical logistics?
How does the total cost of ownership of Cabka plastic pallets compare to wooden pallets?
Download our product brochure
Enter your email and we will send you our product catalog and corporate brochure